管板脉冲自动焊
Pulse automatic welding of tubesheet
管板脉冲自动焊
详细介绍:
螺旋缠绕管管板脉冲自动焊的优势
螺旋缠绕管换热器中承压强度薄弱的部位就是管子和管板的焊接处,这是换热器制造质量控制的重要环节因为:
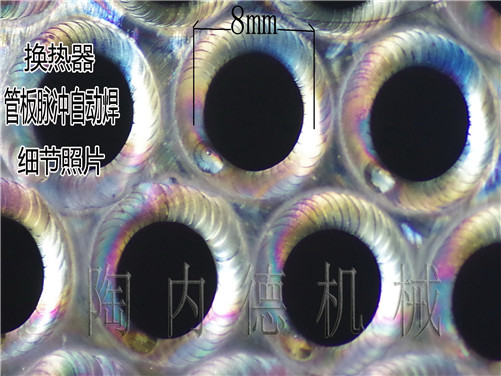
其一,管壁薄,只有0.6~0.8mm,板孔和孔间距小,Ф8mm换热管,仅10~11mm的孔间距,管子与管板厚度差较大,焊接电流只能以焊薄壁管的电流进行焊接,焊接电流一般在30A左右,熔池较浅,母材熔化不充分,电流大了容易发生淌流,管子口处熔化下塌和焊缝过宽并产生与相邻管焊缝交错搭接,易产生应力集中。
其二,换热管管径Ф8mm,一般的管板自动焊设备用不上(管板自动焊设备在管径Ф16~25mm居多,且价格较贵,都在十几万以上);
其三,目前以手工焊为主,手工氩弧焊不仅焊缝成形不美观,接头质量也很难保证,因熔池较浅,承压强度低,手工氩弧焊易出现气孔,未焊透,未熔合,夹杂等焊接缺陷;
其四,换热器水压试验即强度试验,手工焊因熔深浅在1~1.6MPa水压试验中,易泄漏的部位就是管子和管板的焊接处,因强度低,有的只能降压使用。
为了使换热器管子和管板贴胀加强度焊的焊缝有足够强度和良好的焊缝成形,且使用户对产品质量更加满意和信任,我公司研发管板脉冲自动焊设备。
采用管板脉冲自动焊方式后有一下优势:
优势1.高的脉冲电流可以增加熔深,使母材充分熔化,熔透情况;
优势2.可以焊接板厚相差较大的接头,换热管管壁0.7mm,管板厚度10~12mm;管与管板厚度比0.06,一般管与法兰比0.2.
优势3.脉冲电弧还可以增加电弧的轴向稳定性,加强对熔池的搅拌作用,有 利于管子 管板的全位置焊接和焊缝的结晶组织;
优势4气体保护好,焊缝成形美观,亮泽,能去除气孔和未熔合,未焊透;
优势5.焊缝质量稳定,一次焊透量可达0.8mm以上。脉冲电流50~60A。
优势6.焊接热输入量不增加,脉冲增加熔深,不产生应力集中。
优势7.焊缝耐压强度高,水压试验即强度试验可耐压2~4MPa。
修改日期:2019-09-27